手機版|
手機版|

 關注公眾號|
關注公眾號|


 官方公眾號
官方公眾號 掃碼手機店鋪
掃碼手機店鋪





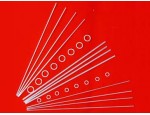
【銅鋁藥芯焊絲】簡介如下:
銅鋁藥芯焊絲XR-FC0215是新一代為電器行業設計及生產的高性能環保焊接材料,它可以在銅鋁之間、銅母線與鋁箔之間、鋁鋁之間進行焊接。釬料成分與進口焊絲接近程度99%以上,符合歐盟RoHS綠色標準。影響釬料在銅鋁母材潤濕性、流動性起關鍵作用的釬劑,是多種氟化物組成的共晶分子熔鹽,非腐蝕性釬劑,性質穩定,在空氣中不吸水氧化,可長期儲存。
藥芯焊絲XR-FC0205特別適合鋁與鋁之間的焊接,焊接強度高,釬劑殘留少,操作方便。
對于焊接截面較大、形狀特殊的產品,可采用釬焊絲或釬焊片與釬劑膏搭配進行焊接,采用該方法焊接時易掌握焊接溫度,焊接技術要求低,操作簡單。特殊規格的釬焊材料可以按客戶要求定制。
表1 銅鋁、鋁鋁釬焊材料性能

二、使用方法
永創銅鋁焊接材料操作工藝簡單,使用方便,流動性強,無需專業焊接設備和工人,采用*普通的火焰釬焊(氧氣乙炔、氧氣丙烷或氧氣液化石油氣)即可輕易完成焊接。
有以下兩種焊接工藝可以完成銅鋁或鋁鋁的焊接:
1)銅鋁藥芯焊絲
去油、去銹預處理后,移動焊槍均勻加熱需焊接的部位,當溫度達到420℃左右時,加入藥芯焊絲使其受熱熔化并均勻流入結合點,待焊縫飽滿后移開焊槍,冷卻即可。
2)釬劑膏與釬焊絲配合
去油、去銹預處理后,將釬劑膏涂抹在需要焊接的部位,移動焊槍來均勻加熱已涂有釬劑膏的部位,釬劑膏逐漸由原來的膏狀變成白色固態,接著加熱,當白色固體熔化成液態(呈透明)時加入釬焊絲, 讓釬焊絲在焊接部位均勻熔化流入結合點,待焊縫飽滿后移開焊槍并讓其冷卻即可。
三、應用情況
該產品已在電氣、變壓器、電線、冰箱、空調、衛浴、五金等領域得到了廣泛應用。
四、試驗測試
1) 拉伸試驗
抗拉強度均為75MPa,斷裂與鋁管一側,焊縫處完好。

2)水壓試驗
銅管一端封堵,在鋁管一端加水壓,試件在18MPa的壓力下,保持3MIN,試件無變形、無裂紋、無泄漏。
水壓加到20~21MPa時,管路出現泄漏,破裂位置均在鋁管上。焊縫處完好,不泄漏。

| 型號 | 多款供選 |
|---|---|
| 材質 | 銅鋁銀 |
| 焊芯直徑 | 0.8-3.0 |