手機版|
手機版|

 關注公眾號|
關注公眾號|


 官方公眾號
官方公眾號 掃碼手機店鋪
掃碼手機店鋪





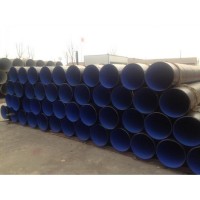
螺旋鋼管廠家|螺旋焊接鋼管廠家|螺旋管價格
河北宇剛管道制造有限公司【秦經理(微信同號) QQ】螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。它有著近100年的歷史,首先德國人于1885年發明二輥斜扎穿孔機,1981年又發明了周期扎管機;接著1903年瑞士人施蒂費爾發明自動扎管機(也稱頂頭式扎管機),開始形成近代螺旋鋼管工業;20世紀30年代由于采用了三輥扎管機,擠壓機,周期式冷扎管機,改善了鋼管的品種質量;60年代由于連扎管機的改進,三輥穿孔機的出現,特別是應用張力減徑機和連鑄坯的成功,提高了生產效率,增強了螺旋鋼管與焊管競爭的能力;70年代螺旋鋼管與焊管正并駕齊驅,世界螺旋鋼管產量以每年5%以上的速度遞增;中國1953年后重視發展螺旋鋼管工業,已初步形成扎制各種大、中、小型管材的生產體系。

螺旋鋼管執行標準是《低壓流體輸送管道執行SY/T標準》;《石油天然氣工業輸送鋼管執行GB/T 9711.1-1997標準 》。河北宇剛管道制造有限公司【秦經理(微信同號) QQ】螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。它有著近100年的歷史,首先德國人于1885年發明二輥斜扎穿孔機,1981年又發明了周期扎管機;接著1903年瑞士人施蒂費爾發明自動扎管機(也稱頂頭式扎管機),開始形成近代螺旋鋼管工業;20世紀30年代由于采用了三輥扎管機,擠壓機,周期式冷扎管機,改善了鋼管的品種質量;60年代由于連扎管機的改進,三輥穿孔機的出現,特別是應用張力減徑機和連鑄坯的成功,提高了生產效率,增強了螺旋鋼管與焊管競爭的能力;70年代螺旋鋼管與焊管正并駕齊驅,世界螺旋鋼管產量以每年5%以上的速度遞增;中國1953年后重視發展螺旋鋼管工業,已初步形成扎制各種大、中、小型管材的生產體系。
制造工藝:螺旋鋼管是以帶鋼卷板為原材料,經常溫擠城壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管.
(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。
(2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。
(3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。
(4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。
(5)采用外控或內控輥式成型。北京省螺旋鋼管/螺旋鋼管廠/螺旋鋼管價格
(6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。
(7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。
(8)焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時消除缺陷。
(9)采用空氣等離子切割機將鋼管切成單根。
(10)切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。