手機版|
手機版|

 關注公眾號|
關注公眾號|


 官方公眾號
官方公眾號 掃碼手機店鋪
掃碼手機店鋪



 第7年
第7年
機械手主要由手部、運動機構和控制系統三大部分組成。機械手按驅動方式分類,可以分為液壓式、氣動式、電動式、機械式機械手。
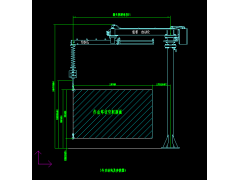
硬臂式助力機械手,在工件**遠離臂懸掛點,或是工件需要翻轉或傾斜情況下,選用硬臂式助力機械手,還有在廠房高度有限情況下,可以選用硬臂式助力機械手。
硬臂式助力機械手可以實現提升*大500kg的工件,半徑*大可以達到3000mm,提升高度*大1800mm。根據起吊工件重量不同,應選擇符合*大工件重量的*小型號的機器,如果我們用*大負載200kg的機械手來搬運30kg的工件,那么操作性能肯定不好,感覺很笨重。
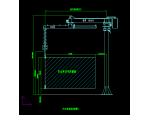
t型助力機械手,t型助力機械手沒有雙關節機械臂,它的前后左右位移靠導軌來實現。由于t型助力機械手沒有機械臂,因而它比硬臂式顯得小巧,更適合于操作空間狹小的場合。
t型助力機械手的*大負載要比硬臂式小,只有200kg,但提升高度可以根據客戶要求設計,而且搬運范圍要比硬臂式大的多。
軟索式機械手具有全行程的“漂浮”功能,比氣動平衡吊具有操作更靈活、速度更快的功能。適合于工件重量輕,但搬運節拍非常快的場合。但是和氣動平衡吊一樣,由于軟索式助力機械手用鋼絲繩來起吊,所以工件**必須位于鋼絲繩正下方。
采用機械手不僅可以提高產品質量,更可以節省人工,提高生產效率。
1.安全性高.使用人手進到模內取產品,如果注塑機故障或誤按鍵造成合模,有夾傷工人手之危險,使用機械手確保安全。
2.節省人工. 機械手取出產品放置在輸送帶或承接臺上,只需一人看管或一人同時看兩臺甚至更多臺注塑機,可節省人工,做成自動流水線更能節省廠地,所以整廠規劃更小更緊湊精致。
3.提高效率和品質.如一成型周期為30秒,人工取出時間為6秒,機械手取出為1.5秒的15千瓦的120噸注塑機,人工取出產品一個班8小時來計算可以成型800模,使用機械手提高到915模,生產效率提高了14%,8小時注塑機用電量為120度(以千瓦每小時1度電計算)使用機械手后用電量節省120*14%=17度。
4.延長注塑機的使用壽命.人員取出產品需要頻繁的開關安全門,會造成注塑機某些部件壽命減短甚至損壞,影響生產。使用機械手則不需要頻繁的開關安全門。
5.降低產品不良率.剛成型產品還有未完成冷卻,存在余溫。人手取出會造成手痕且人工取出用力不均取出產品存在不均的變型。機械手采用無紋吸具抱具用力均勻使之產品質量大有提升。
6.預防模具損壞.人員有時會忘了取出產品,合模會造成模具損壞,機械手若未取出產品,會自動報警停機,**不會傷到模具。
7.節省原料,降低成本.人員取出時間不定,會造成產品縮水.變型(料管若過火,需要重新注塑會浪費原料)因機械手取出時間固定,所以品質穩定。
8.節省人工.使用機械手,水口與產品可自動分開放置,不需要再挑選,可節省人工,若用隨機粉碎自動吹到料桶內,可更節省時間和原料。
9.**客戶也希望選擇有機械手的注塑廠家合作.使用機械手很大程度上克服了人工的惰性可準確算出日產量與交期。使用機械手可增加企業的競爭力,更是未來*大的趨勢。