螺旋鋼管廠家聯系電話:13833977290胡經理螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管.(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。(2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。(3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。(4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。(5)采用外控或內控輥式成型。(6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。(7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。(8)焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時消除缺陷。(9)采用空氣等離子切割機將鋼管切成單根。(10)切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。(11)焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經消除。(12)帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。(13)每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。(14)管端機械加工,使端面垂直度,坡口角和鈍邊得到準確控螺旋鋼管控制措施1調整好2#成型輥的壓下量,在不彈復的情況下,盡量減小壓下量,以減小成型輥的壓力。2選用合適的成型輥,增加成型輥的密集度,以減少每個輥子所需要承擔的力。3調型時檢查排輥的直線度,并用水平儀找正2#成型輥的水平。4生產過程中,應及時更換磨損的成型輥及輥座,以保證排輥的直線度。5嚴格按照工藝要求調整好1-3#成型輥位置,使其輥印線重合。螺旋鋼管熱處理狀況一.低溫回火(150-250度)低溫回火所得組織為回火馬氏體。其目的是在保持淬火鋼的高硬度和高耐磨性的前提下,降低其淬火內應力和脆性,以免使用時崩裂或過早損壞。它主要用于各種高碳的切削刃具,量具,GB/T9711.1管線鋼管,滾動軸承以及滲碳件等,回火后硬度一般為HRC58-64。二.中溫回火(250-500度)中溫回火所得組織為回火屈氏體。其目的是獲得高的屈服強度,彈性極限和較高的韌性。因此,它主要用于各種GB/T9711.1管線鋼管和熱作模具的處理,回火后硬度一般為HRC35-50。三.高溫回火(500-650度)高溫回火所得組織為回火索氏體。習慣上將淬火加高溫回火相結合的熱處理稱為調質處理,其目的是獲得強度,硬度和塑性,韌性都較好的綜合機械性能。因此,廣泛用于汽車螺旋鋼管的特點:直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊Q235螺旋鋼管中Q代表的是這種材質的屈服極限,后面的235,就是指這種材質的屈服值,在235MPa左右。并會隨著材質的厚度的增加而使其屈服值減小。由于含碳適中,綜合性能較好,強度、塑性和焊接等性能得到較好配合,用途最廣泛。是目前螺旋鋼管中使用率最高的材質。
螺旋鋼管廠家聯系電話:13833977290胡經理
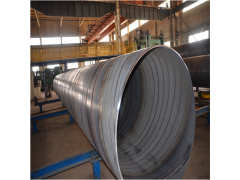
雙面埋弧焊螺旋鋼管鋼板進入生產線后,首先進行全板超聲波檢驗;銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀;預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率;成型:在JCO成型機上首先將預彎后的鋼板的一半經過多次步進沖壓,壓成"J"形,再將鋼板的另一半同樣彎曲,壓成"C"形,最后形成開口的"O"形預焊:使成型后鋼管合縫并采用氣體保護焊(MAG)進行連續焊接;內焊:采用縱列多絲埋弧焊(最多可為四絲)在直縫鋼管內側進行焊接;外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側進行焊接;超聲波檢驗Ⅰ:對螺旋鋼管內外焊縫及焊縫兩側母材進行100%的檢查;X射線檢查Ⅰ:對內外焊縫進行100%的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度;擴徑:直縫鋼管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態;水壓試驗:在水壓試驗機上對擴徑后的鋼管進行逐根檢驗以保證鋼管達到標準要求的試驗壓力,該機具有自動記錄和儲存功能;倒棱:將檢驗合格后的鋼管進行管端加工,達到要求的管端坡口尺寸;超聲波檢驗Ⅱ:再次逐根進行超聲波檢驗以檢查直縫焊鋼管在擴徑、水壓后可能產生的缺陷;X射線檢查Ⅱ:對擴徑和水壓試驗后的鋼管進行X射線工業電視檢查和管端焊縫拍片;管端磁粉檢驗:進行此項檢查以發現管端缺陷;防腐和涂層:合格后的鋼管根據用戶要求進行防腐和涂層。除了以上檢測項目外,根據API標準及其它相關標準和一些用戶的特殊要求,還需要對鋼板、鋼管進行有損檢驗和其它檢驗,其中包括進廠原材料理化性能的抽檢,100%的鋼板外觀檢查。成型過程中,鋼板變形均勻,殘余應力小,表面不產生劃傷。加工的螺旋鋼管在直徑和壁厚的尺寸規格范圍上有更大的靈活性,尤其在生產高鋼級厚壁管,特別是中小口徑厚壁管方面具有其他工藝無法比擬的優勢,可滿足用戶在螺旋鋼管規格方面更多的要求螺旋鋼管的特點:螺旋鋼管的強度一般比直縫焊管高,能用較窄的坯料出產管徑較大的焊管,還可以用同樣寬度的坯料出產管徑不同的焊管。但是與相同長度的直縫管比擬,焊縫長度增加30~100%,而且出產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊!螺旋焊管:是將低碳碳素結構鋼或低合金結構鋼鋼帶按一定的螺旋線的角度(叫成型角)卷成管坯,然后將管縫焊接起來制成,它可以用較窄的帶鋼生產大直徑的鋼管。其規格用外徑*壁厚表示,焊管應保證水壓試驗、焊縫的抗拉強度和冷彎性能要符合規定。據國家統計局數據顯示,1-8月份我國粗鋼和鋼材產量分別為54302萬噸和74545萬噸,同比分別下降2%和增長1.5%。其中8月份我國粗鋼和鋼材產量分別為6694萬噸和9449萬噸,同比分別下降3.5%和增長0.4%。8月份我國粗鋼和鋼材日均產量分別為212.39萬噸和304.81萬噸,較7月份環比分別增長1.67%和2.37%。從主要品種的社會庫存看,據西本新干線監測庫存數據顯示,截至9月25日,國內主要鋼材品種庫存總量為1030.3萬噸,降幅繼續趨緩,較8月末減少34.5萬噸,較去年同期下降11.26%。