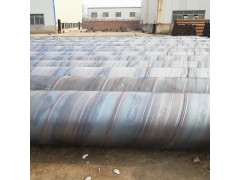


國內最新聞資訊報道 螺旋焊管是把鋼管外徑和壁厚之比小于20的鋼管稱為螺旋焊管。主要用做石油地質鉆探管、石油化工用的裂化管、鍋爐管、軸承管以及汽車、拖拉機、航空用高精度結構管等。螺旋焊管是目前機械加工中最為常見的產品,因此螺旋焊管的發展受到廣大貿易商以及終端用戶的關注。螺旋焊管是鋼材產品中價格比較高的一種產品,根據螺旋焊管的材質分為兩種:碳鋼螺旋焊管和合金螺旋焊管。
碳鋼螺旋焊管是目前螺旋焊管所有產品中用量最大的一種,碳鋼螺旋焊管的分類可以化為20#和45#兩大類。歡迎廣大客戶前來我公司訂購各種碳鋼螺旋焊管、合金螺旋焊管產品!螺旋焊管和薄壁鋼管的最大區別在于鋼管壁的厚度,一般說來,薄壁鋼管都是冷拔技術,而螺旋焊管一般使用熱軋技術,如果是用度量單位來區分的話,那么,一般認為,壁厚/管徑等于0.02是螺旋焊管和薄壁鋼管的分水嶺,壁厚/管徑小于0.02的是薄壁鋼管,大于的是螺旋焊管,在用途上來說,薄壁鋼管多用于管道上。而螺旋焊管多應用于空心零件的坯料。承壓以及重要管道上使用。螺旋焊管的主要硬度指標:維氏硬度法可用于測定很薄的金屬材料和表面層硬度.它具有布氏,洛氏法的主要優點,而克服了它們的基本缺點,但不如洛氏法簡便.維氏法在鋼管標準中很少用.在鋼管標準中,布氏硬度用途最廣,往往以壓痕直徑d來表示該材料的硬度,既直觀,又方便.洛氏硬度可適用于測定由極軟到極硬的金屬材料,它彌補了布氏法的不是,較布氏法簡便,可直接從硬度機的表盤讀出硬度值.但是,由于其壓痕小,故硬度值不如布氏法準確.螺旋焊管的維氏硬度試驗介紹:維氏硬度試驗也是一種壓痕試驗方法,是將一個相對面夾角為1360的正四棱錐體金剛石壓頭以選定的試驗力(F)壓入試驗表面,經規定保持時間后卸除試驗力,測量壓痕兩對角線長度。
在輸油、輸氣管線防腐施工過程中,直縫鋼管表面處理是決定管道防腐使用壽命的關鍵因素之一,它是防腐層與直縫鋼管能否牢固結合的前提。經研究專業機構研究,防腐層的壽命除取決于涂層種類、涂覆質量和施工環境等因素外,直縫鋼管的表面處理對防腐層壽命的影響約占50%,因此,應嚴格按照防腐層規范對直縫鋼管表面的要求,不斷改進直縫鋼管表面處理方法,直縫鋼管除繡方法主要有以下幾種: 1、清洗 利用溶劑、乳劑清洗鋼材表面,以達到去除油、油脂、灰塵、潤滑劑和類似的有機物,但它不能去除鋼材表面的銹、氧化皮、焊藥等,因此在防府作業中只作為輔助手段。 2、酸洗 一般用化學和電解兩種方法做酸洗處理,管道防腐只采用化學酸洗,可以去除氧化皮、鐵銹、舊涂層,有時可用其作為噴砂除銹后的再處理。化學清洗雖然能使表面達到一定的清潔度和粗糙度,但其錨紋淺,而且容易對周圍環境造成污染。 3、工具除銹 主要使用鋼絲刷等工具對鋼材表面進行打磨,可以去除松動的氧化皮、鐵銹、焊渣等。手動工具除銹能達到Sa2級,動力工具除銹可達到Sa3級,若鋼材表面附著牢固的氧化鐵皮,工具除銹效果不理想,達不到防腐施工要求的錨紋深度。 4、噴射除銹 噴射除銹是通過大功率電機帶動噴射葉片高速旋轉,使鋼丸、鋼砂、鐵絲段、礦物質等磨料在電機強大的離心力作用下對直縫鋼管表面進行噴射處理,不僅可以徹底清除氧化物、鐵銹和污物,而且直縫鋼管在磨料猛烈沖擊和磨擦力的作用下,還能達到所需要的均勻粗糙度。 噴射除銹后,不僅可以擴大管子表面的物理吸附作用,而且可以增強防腐層與管子表面的機械黏附作用。因此,噴射除銹是管道防腐的理想除銹方式。一般而言,噴丸除銹主要用于管子內表面處理,拋丸除銹主要用于直縫鋼管外表面處理。 生產過程中要嚴格要求除銹相關技術指標,防止因操作失誤造成對直縫鋼管的地次損傷,直縫鋼管經過除繡,產品外觀與除繡前比起來會更加平滑,直縫鋼管的除繡在鋼管行業中是一項經常用到的技術。
螺旋焊管有單面焊的和雙面焊的,焊管應保證水壓試驗、焊縫的抗拉強度和冷彎性能要符合規定。螺旋焊管按照標準可以有很多的分類,而每種分類都有其適用的范圍和主要應用的地方。下面就讓我們來通過廠商師傅的介紹來具體的了解下吧。不同的鋼管有其不一樣的特點,螺旋焊管也有著自己本身的一些特點:其生產工藝簡單,生產效率高,成本低,發展較快。承壓流體輸送用螺旋縫埋弧焊管主要用于輸送石油、天然氣的管線,鋼管承壓能力強,塑性好,便于焊接和加工成型;一般低壓流體輸送用螺旋縫埋弧焊鋼管采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。