

1、螺旋鋼管包裝應能避免在正常裝卸、運輸和儲存中松散和受損。
2、如果需方對螺旋鋼管的包裝材料和包裝方式有特殊要求的應在合同中注明;如未注明,包裝材料和包裝方式有供方選擇。
3、包裝材料應符合有關的規定。如果沒有要求包裝材料,應達符合預定的用途,避免浪費和造成環境污染。
4、如果客戶要求螺旋鋼管不能在外表上有磕碰等損傷,可以考慮在螺旋鋼管之間采用保護裝置。保護裝置可以使用膠皮、草繩、纖維布、塑料、管帽等。
5、薄壁螺旋鋼管由于厚壁薄可以采用管內支撐或者管外框架保護的措施。支架和外框的材料采用和螺旋鋼管材質一致的鋼料。
6、國家規定螺旋鋼管采用散裝的方式。如果客戶要求打捆可以酌情考慮,但是口徑必須在159MM到500MM之間,。打捆的材料使用鋼帶打包并扣緊,每道應至少擰成兩股,并根據螺旋鋼管的外徑和重量適度增加,防止松散的情況發生。
7、定尺的螺旋鋼管可以不打捆。
8、螺旋鋼管兩端如帶絲扣,應有螺紋保護器防護。在絲扣上涂上潤滑油或者防銹劑。螺旋鋼管兩端開破口,可根據要求,兩端加上管口防護器。
9、螺旋鋼管如果裝入容器時,容器內鋪墊上紡織布、草墊等柔軟的防潮的裝置。為了紡織螺旋鋼管在容器內散落可以在打捆或者在螺旋鋼管外部焊接防護支架等
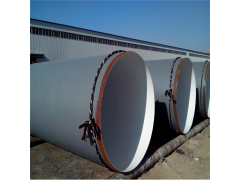
螺旋管也稱螺旋鋼管或螺旋焊管,是將低碳素結構鋼或低合金結構鋼鋼帶按一定的螺旋線的角度(叫成型角)卷成管坯,然后將管縫焊接起來制成的,它可以用較窄的帶鋼生產大直徑的鋼管。
螺旋鋼管廠家聯系電話:13833977290胡經理直縫鋼管和螺旋鋼管都是焊接鋼管的一種,它們在國民生產建設中應用廣泛,直縫鋼管和螺旋鋼管因生產工藝不同因此具有許多不同之處,下面具體討論下直縫鋼管和螺旋鋼管的區別。直縫焊管生產工藝相對簡單,主要生產工藝有高頻焊直縫鋼管和埋弧焊直縫鋼管,直縫管生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,主要生產工藝是埋弧焊,螺旋鋼管能用同樣寬度的坯料生產管徑不同的焊管,還可以用較窄的坯料生產管徑較大的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。在業內生產較大口徑直縫鋼管時會使用丁字焊技術,即將一段段短的直縫鋼管再進行對接,接成符合工程需要的長度,丁字焊直縫鋼管缺陷的機率也大大提高,而且丁字焊縫處的焊接殘余應力較大,焊縫金屬往往處于三向應力狀態,增加了產生裂紋的可能性。螺旋鋼管廠家聯系電話:13833977290胡經理
一、直縫鋼管進程是在高頻焊管機組中完成的。普通由滾壓成型、高頻焊接、擠壓、冷卻、定徑、飛鋸切斷等部件組成,機組的前端配有儲料活套,機組的后端配有鋼管翻轉機架;電氣局部次要有高頻發作器、直流勵磁發電機和儀表主動掌握裝置等組成。二、鋼管的外形能夠是圓形的,也能夠是方形或異形的,它取決于焊后的定徑軋制。熱擴鋼管的資料次要是:低碳鋼及σs≤300N/mm2、σs≤500N/mm2的低合金鋼或其他鋼材。熱擴直縫鋼管是經過高頻焊接機組將必定的規格的長條形鋼帶卷成圓管狀并將直縫焊接而成鋼管。三、熱擴直縫鋼管是依據電磁感應原理和交換電荷在導體中的趨膚效應、臨近效應和渦流熱效應,使焊縫邊沿的鋼材局部加熱到熔融形態,經滾輪的擠壓,使對接焊縫完成晶直接合,從而到達焊縫焊接之手段。高頻焊是一種感應焊(或壓力接觸焊),它無需焊縫填充料,無焊接飛濺,焊接熱影響區窄,焊接成型美妙,焊接機械功能優良等長處,因而在鋼管的消費中遭到普遍的使用。