



河北宇剛管道有限公司
聯系方式【15132719497張經理,座機電話:0317-5129556】
QQ:1471255368。微信:15132719497
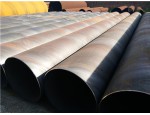
我公司主要經營螺旋鋼管,雙面埋弧焊螺旋管,大口徑螺旋管,大口徑厚壁螺旋鋼管,普通流體輸送用螺旋管材質有,Q235B、Q345(16Mn)等材質螺旋焊管。螺旋焊管統稱的種類:螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊管。1.承壓流體輸送,用螺旋縫埋弧焊鋼管SY5036-83,主要用于輸送石油、天然氣的管線;承壓流體輸送用螺旋縫高頻焊鋼管SY5038-83,用高頻搭接焊法焊接的,用于承壓流體輸送的螺旋縫高頻焊鋼管。鋼管承壓能力強,塑性好,便于焊接和加工成型;一般低壓流體輸送用螺旋縫埋弧焊鋼管SY5037-83,采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。
螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。螺旋埋弧焊管焊縫呈螺旋線分布,焊縫長,尤其是處于動態條件下焊接時,焊縫還來不及冷卻就離開了成型點,極易產生焊接熱裂紋。裂紋的方向和焊縫平行,和鋼管軸線成一定夾角,一般在30-70°之間。這個角度剛好與剪切破壞角度相一致,因此其抗彎、抗拉、抗壓和抗扭性能遠不如直縫埋弧焊管,同時由于焊接位置限制,產生的馬鞍形和魚脊形焊縫影響美觀。另外,施工過程中,螺旋焊母管節點處的相貫線焊縫割裂了螺旋縫,產生較大的焊接應力,因而大大削弱構件的安全性能,因此應加強螺旋焊管焊縫的無損檢測力度,確保焊接質量,否則在重要的鋼結構場合不宜使用螺旋埋弧焊管。
螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。螺旋埋弧焊管焊縫呈螺旋線分布,焊縫長,尤其是處于動態條件下焊接時,焊縫還來不及冷卻就離開了成型點,極易產生焊接熱裂紋。裂紋的方向和焊縫平行,和鋼管軸線成一定夾角,一般在30-70°之間。這個角度剛好與剪切破壞角度相一致,因此其抗彎、抗拉、抗壓和抗扭性能遠不如直縫埋弧焊管,同時由于焊接位置限制,產生的馬鞍形和魚脊形焊縫影響美觀。另外,施工過程中,螺旋焊母管節點處的相貫線焊縫割裂了螺旋縫,產生較大的焊接應力,因而大大削弱構件的安全性能,因此應加強螺旋焊管焊縫的無損檢測力度,確保焊接質量,否則在重要的鋼結構場合不宜使用螺旋埋弧焊管。