




隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊縫質量不斷提升,焊接鋼管的品種規格日益增多,并在越來越多的領域代替了無縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。按生產方法分類:工藝分類-電弧焊管,電阻焊管,(高頻,低頻)氣焊管,爐焊管。直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。
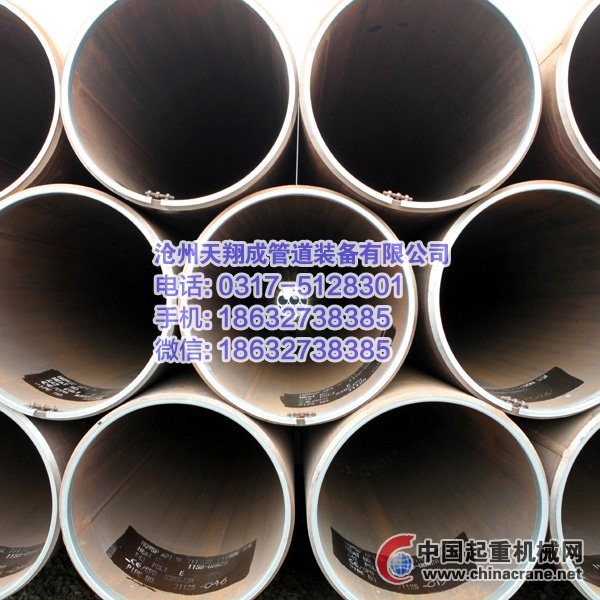
較小口徑的焊管采用直縫焊,大口徑焊管則多采用螺旋焊;按鋼管端部形狀分為圓形焊管和異型(方、矩型等)焊管;按材質和用途不同分為礦用流體輸送焊接鋼管、低壓流體輸送用鍍鋅焊接鋼管、帶式輸送機托輥電焊鋼管等。根據現行國標中的規格尺寸表,按外徑*壁厚由小到大排序。
更多焊接鋼管www.china-guandao.com
焊管常用材質為:
焊管常用材質為:
Q235A,Q235C、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
焊管工藝流程
原材料開卷——平整——端部剪切及焊接——活套——成形——焊接——內外焊珠去除——預校正——感應熱處理——定徑及校直——渦流檢測——切斷——水壓檢查——酸洗——最終檢查(嚴格把關)——包裝——出貨。